Introduction
Bouldering is a demanding discipline that combines physical strength, precise body positioning, and an understanding of how the human body interacts with climbing surfaces. On slab routes, where the wall is angled below vertical and positive holds are limited or absent, a climber’s stability depends almost entirely on the tribological interaction between the body and the climbing hold surface.
Climbing hold surface roughness plays a central role in this contact. Roughness provides the microtexture needed for smearing, a technique where high-friction rubber soles are pressed firmly against the surface to expand the effective contact area and generate adherence. A similar mechanism occurs at the fingers, where the ridges of fingerprints and the pliability of skin deform slightly against the hold’s surface features, creating grip through microscopic interlocking.
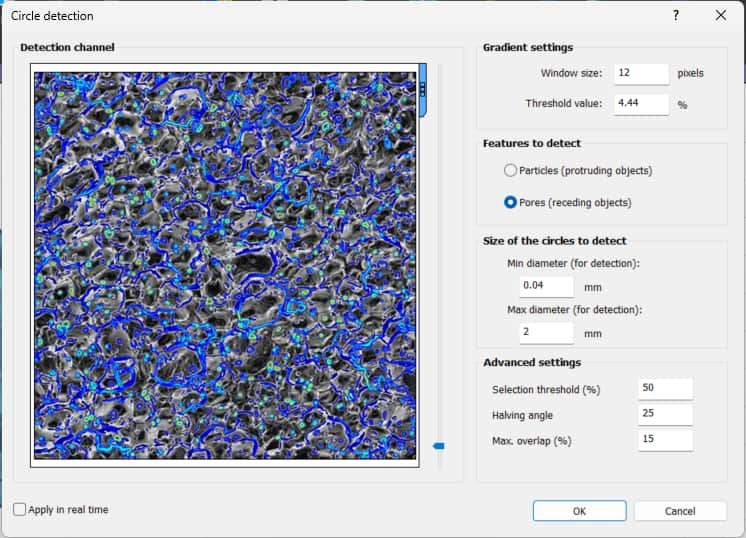
Porosity contributes to grip performance by absorbing moisture, sweat, or chalk at the contact interface, preventing the formation of a thin lubricating film that would reduce friction. Micro-cracks and surface flaws act as additional friction points, helping the climber maintain lateral tension against the hold surface. Because these features (roughness, porosity, and surface morphology) operate at different scales and interact differently depending on the hold, quantitative 3D surface measurement is essential for comparing how different climbing hold textures perform under real contact conditions.
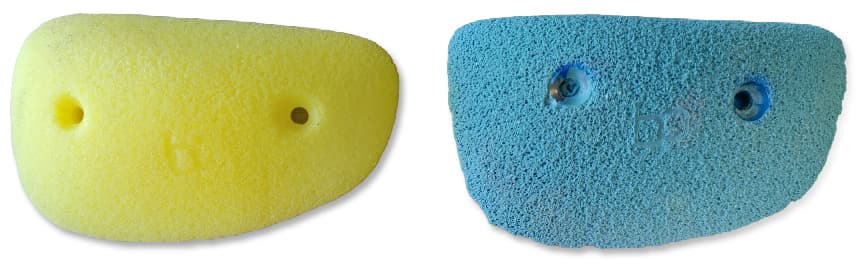
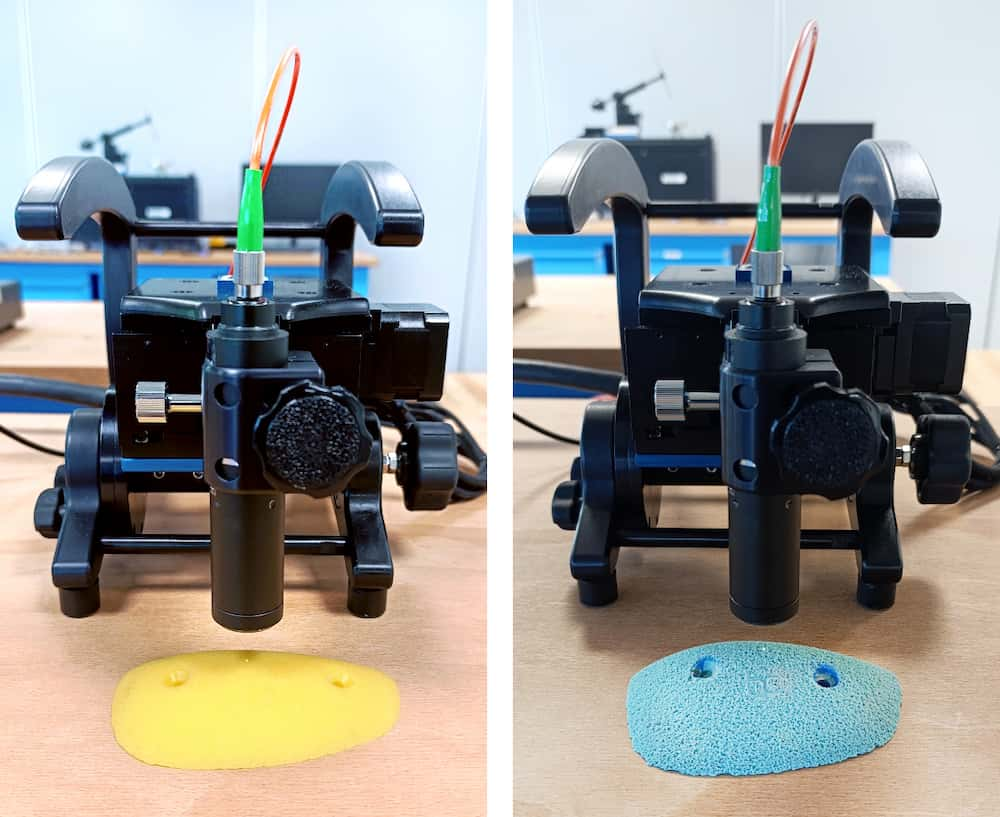
Bouldering grips used to compare surface roughness, pore morphology, and grip-related topography.
Why Use Non-Contact Profilometry for Climbing Hold Surface Analysis
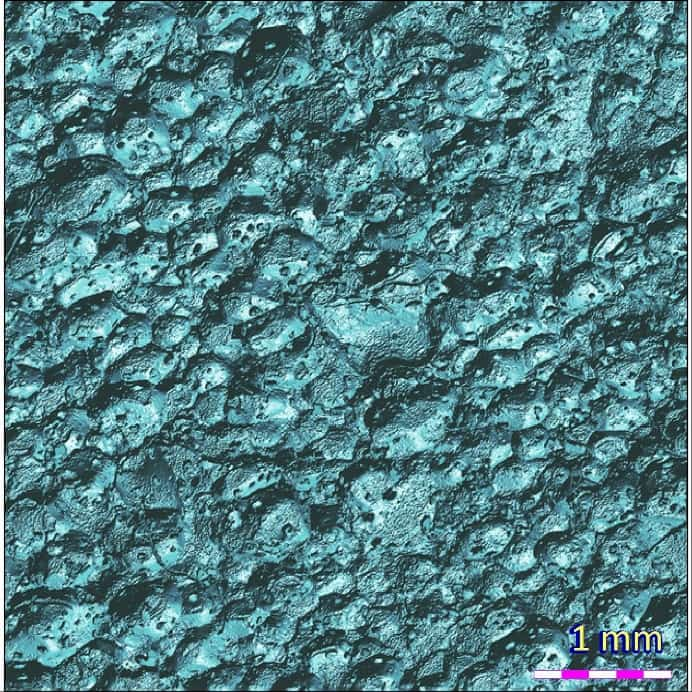
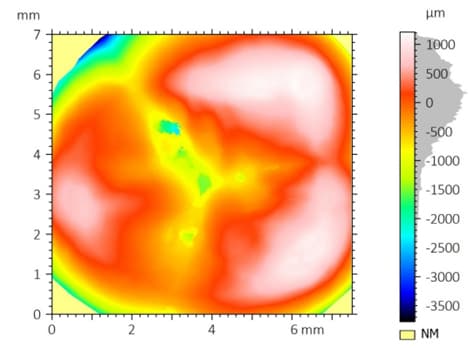
Climbing holds and rock-like surfaces can include deep pores, steep asperities, sharp valleys, and irregular texture. These features are difficult to measure accurately with contact-based profilometry because a physical stylus can lose contact, deform local surface features, or fail to reach narrow cavities.
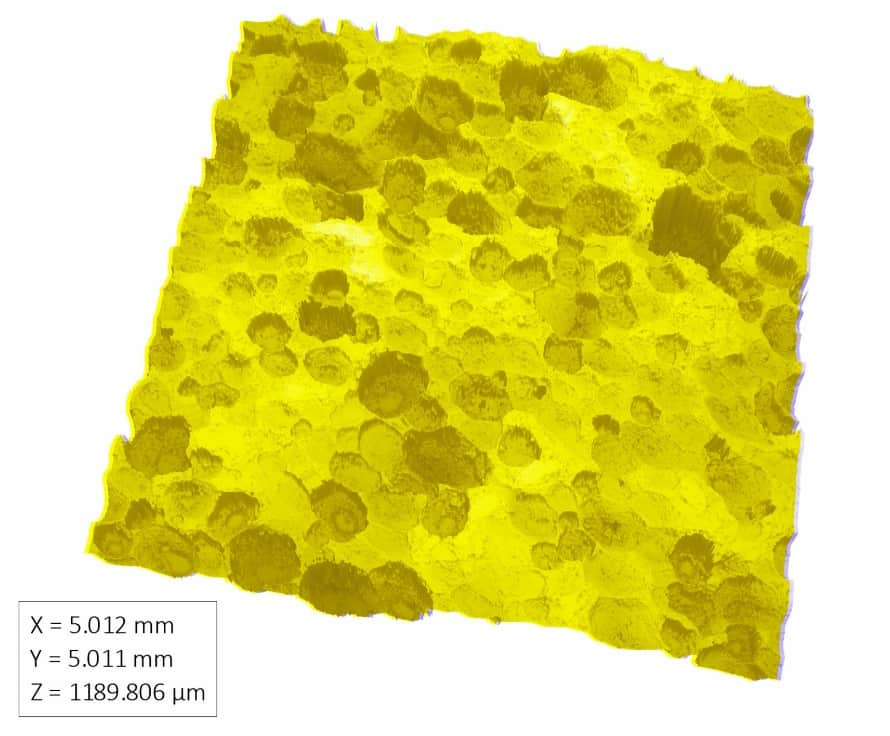
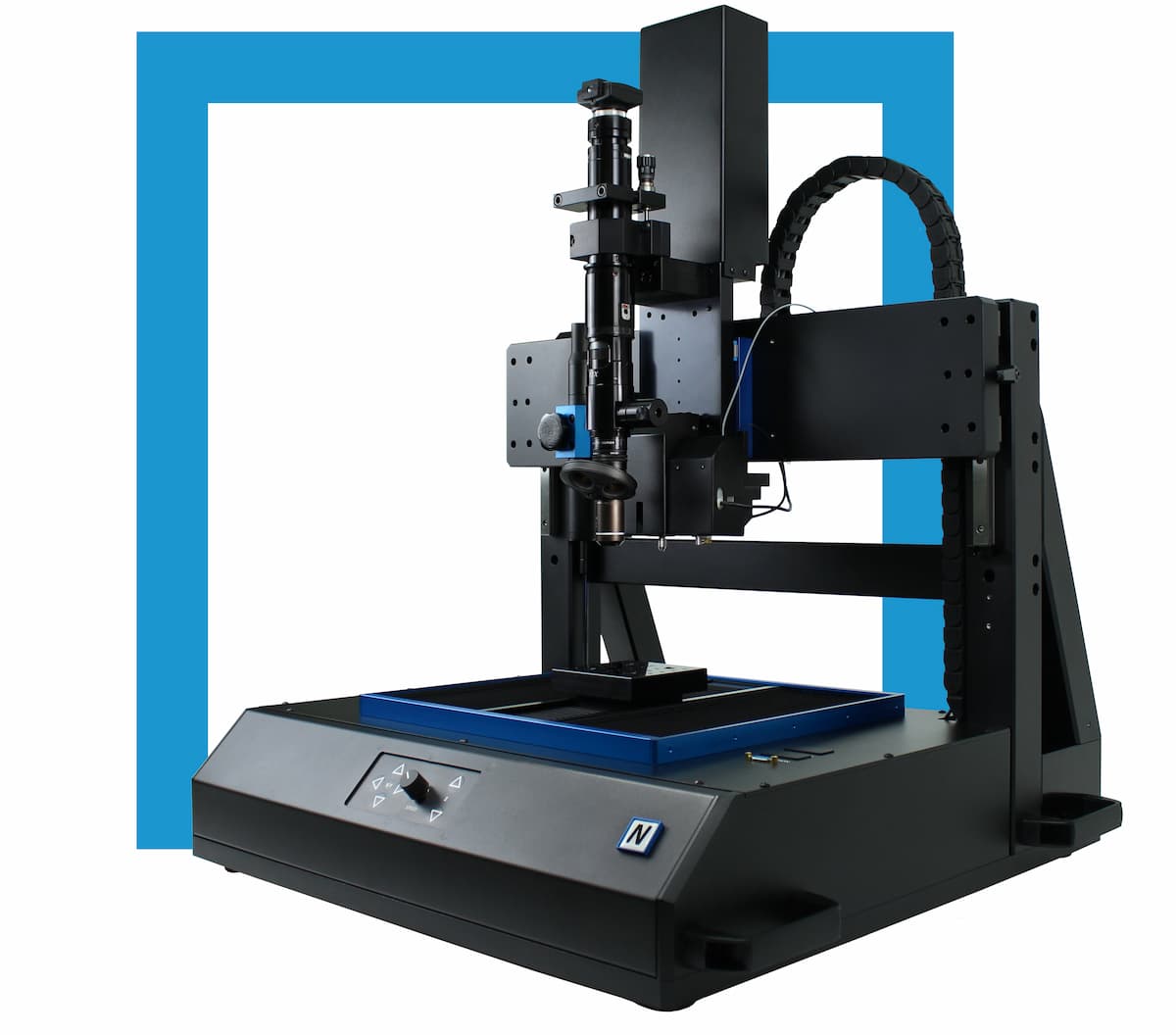
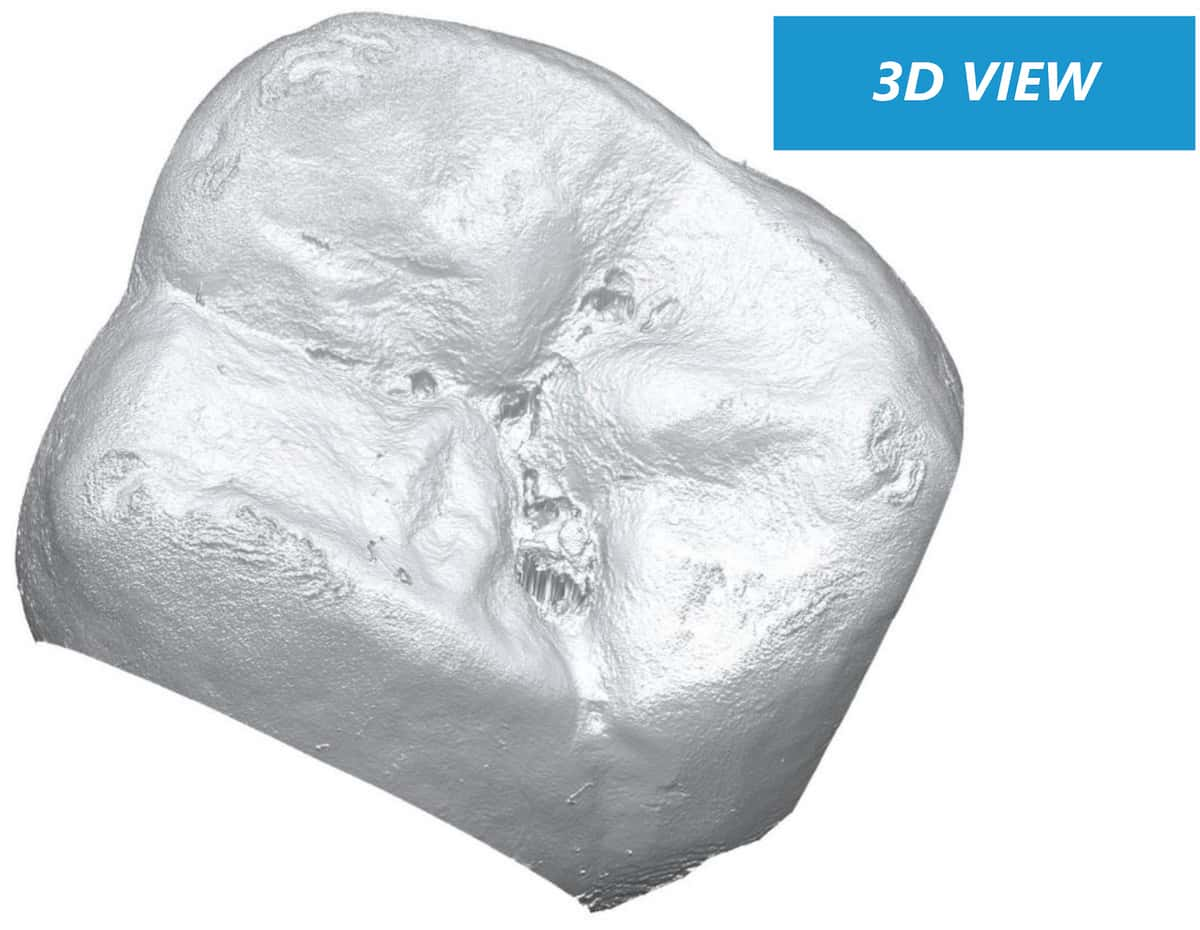
NANOVEA’s non-contact optical profilometry uses chromatic light technology to capture surface height data without touching the sample. This makes it suitable for reconstructing complex climbing hold topography, including deep nooks, pores, and surface flaws, while avoiding measurement artifacts caused by local plastic deformation.
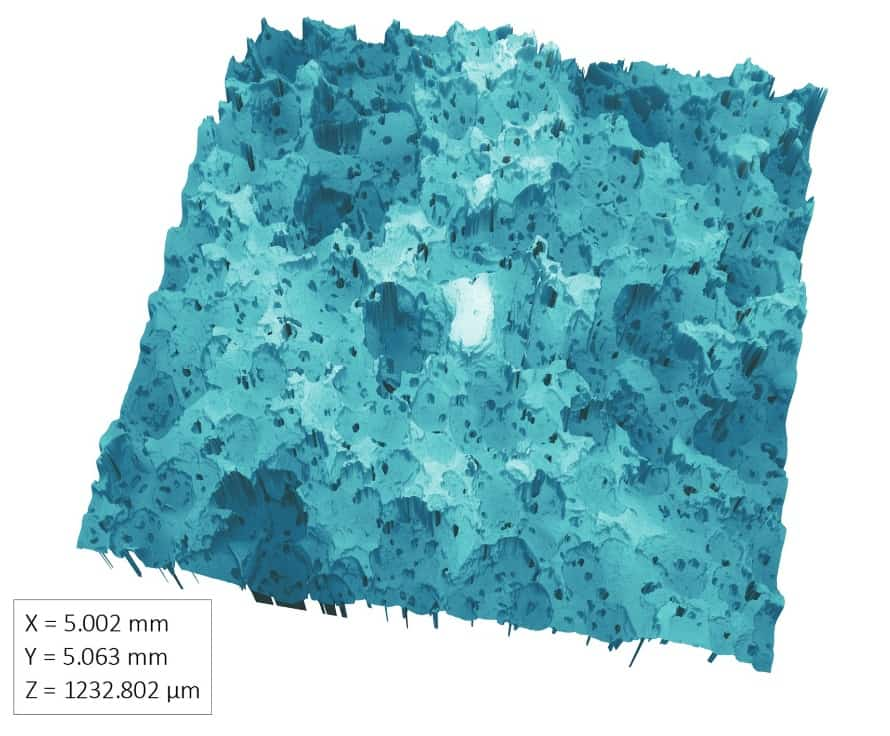
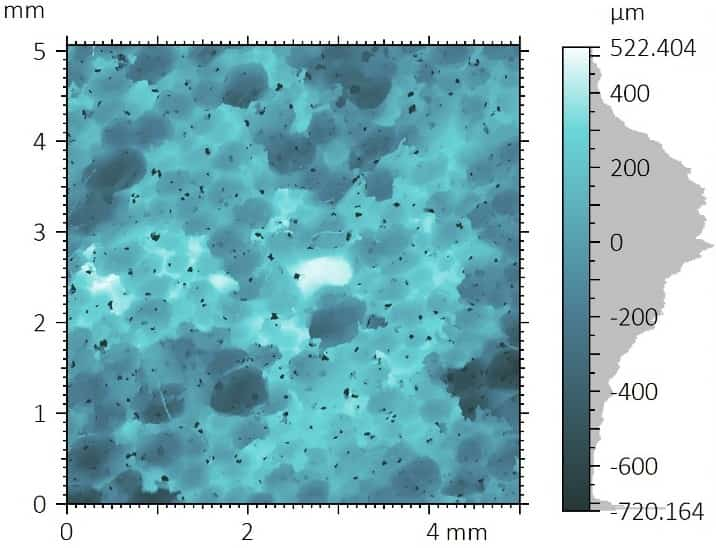
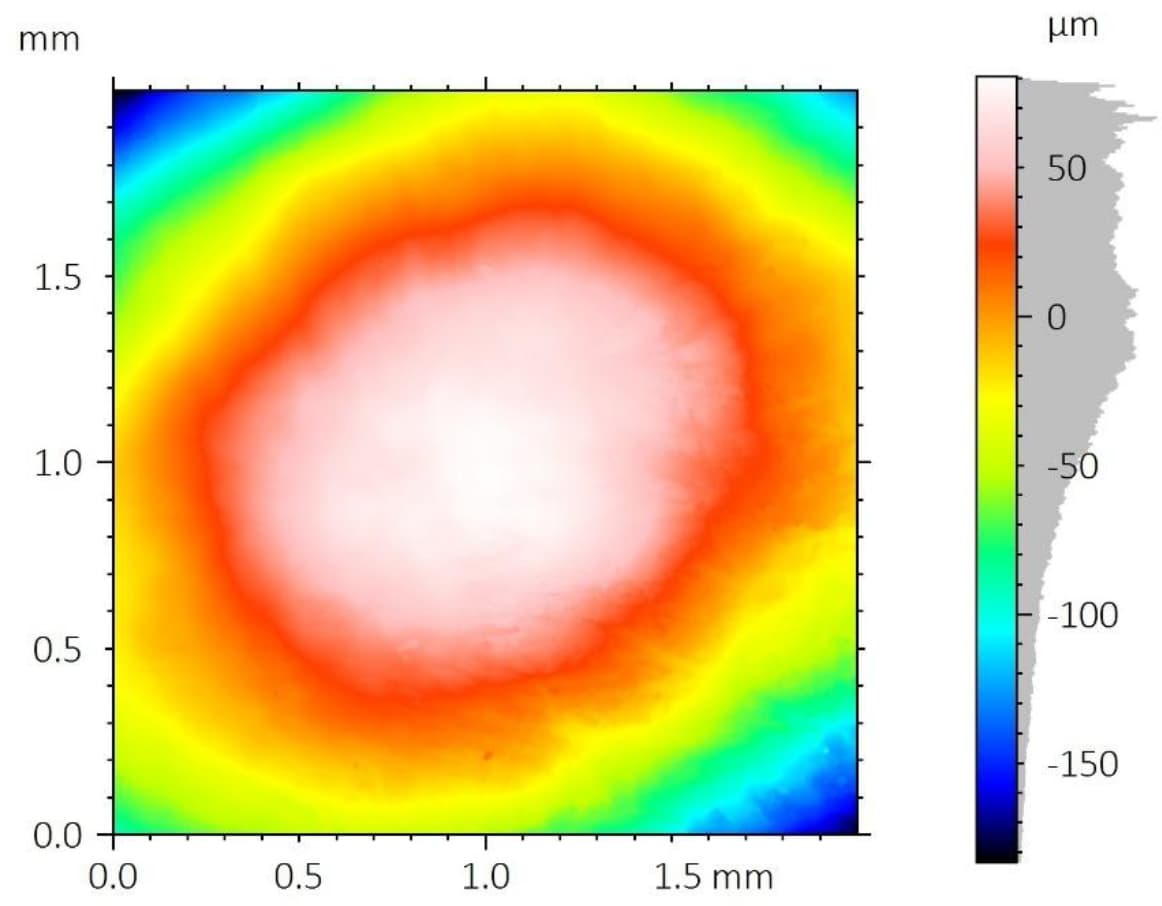
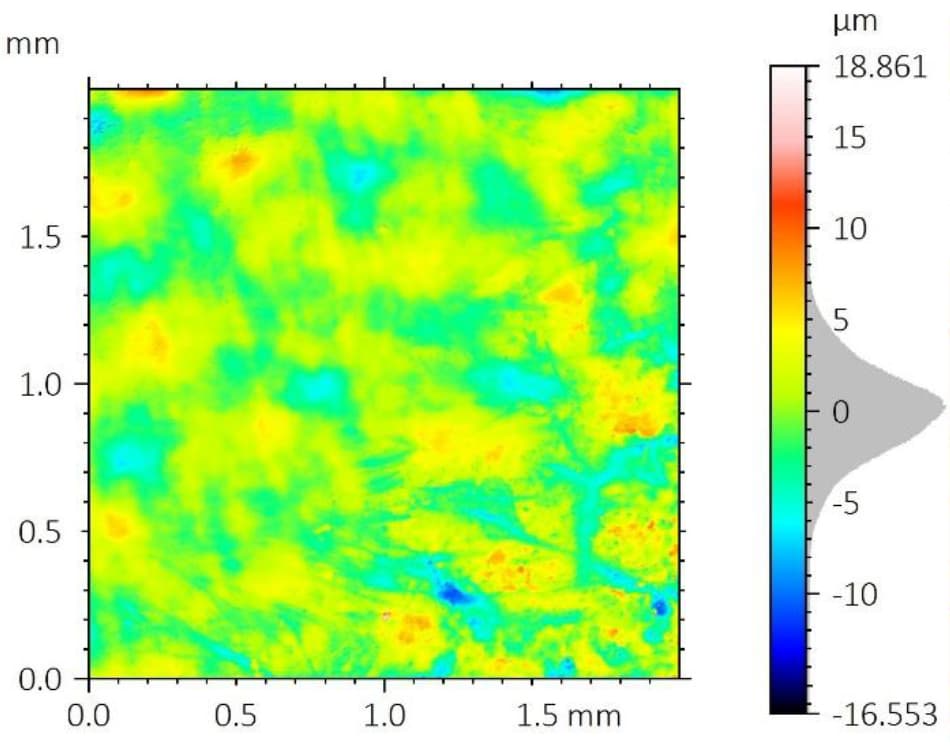
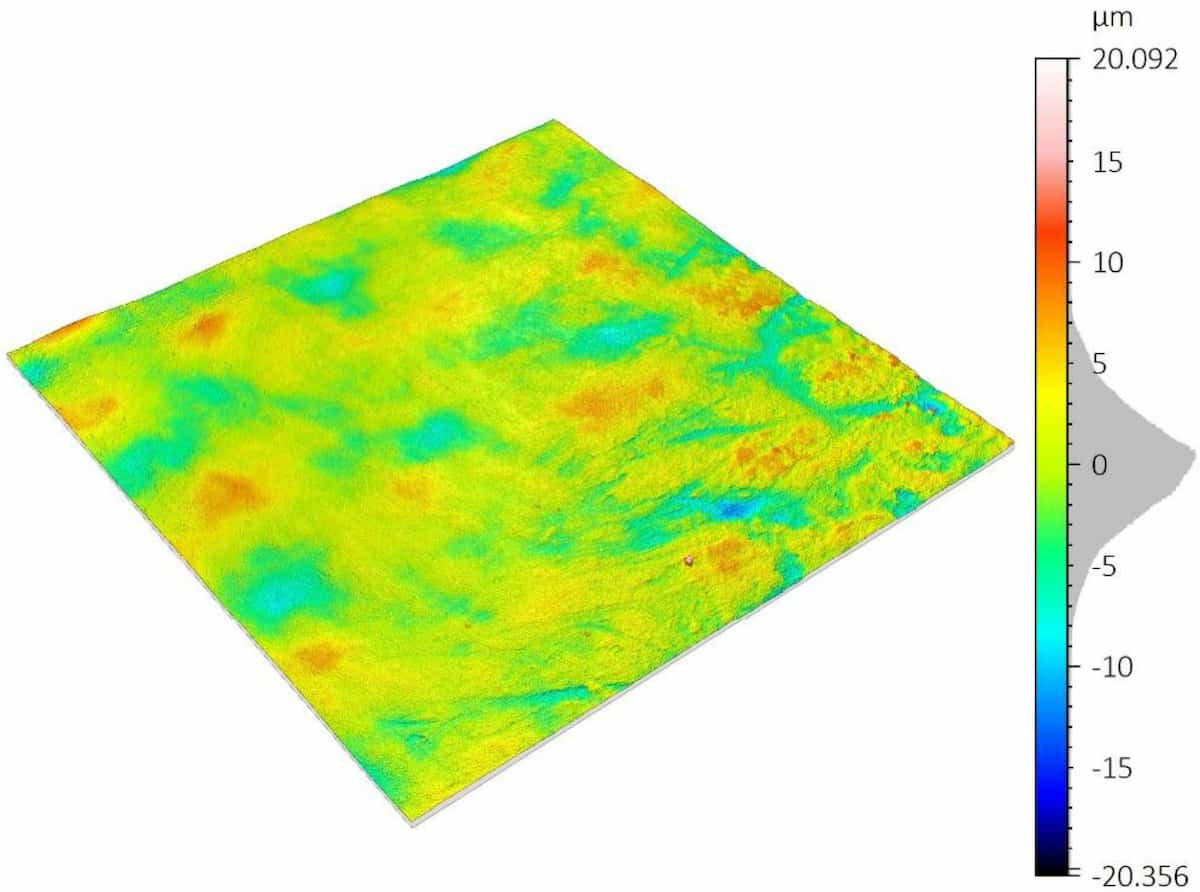
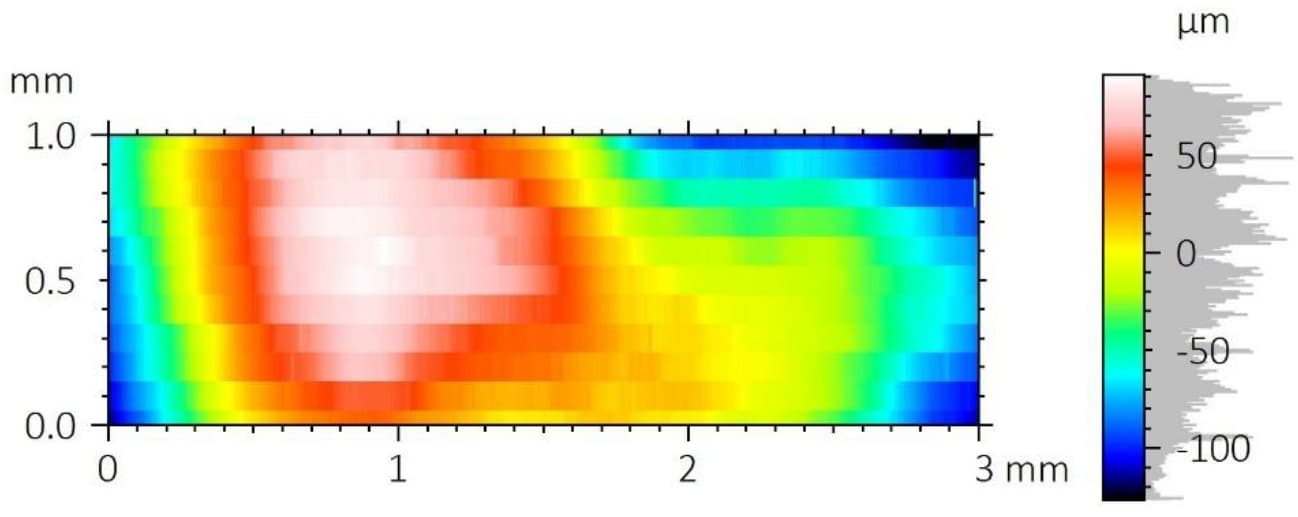
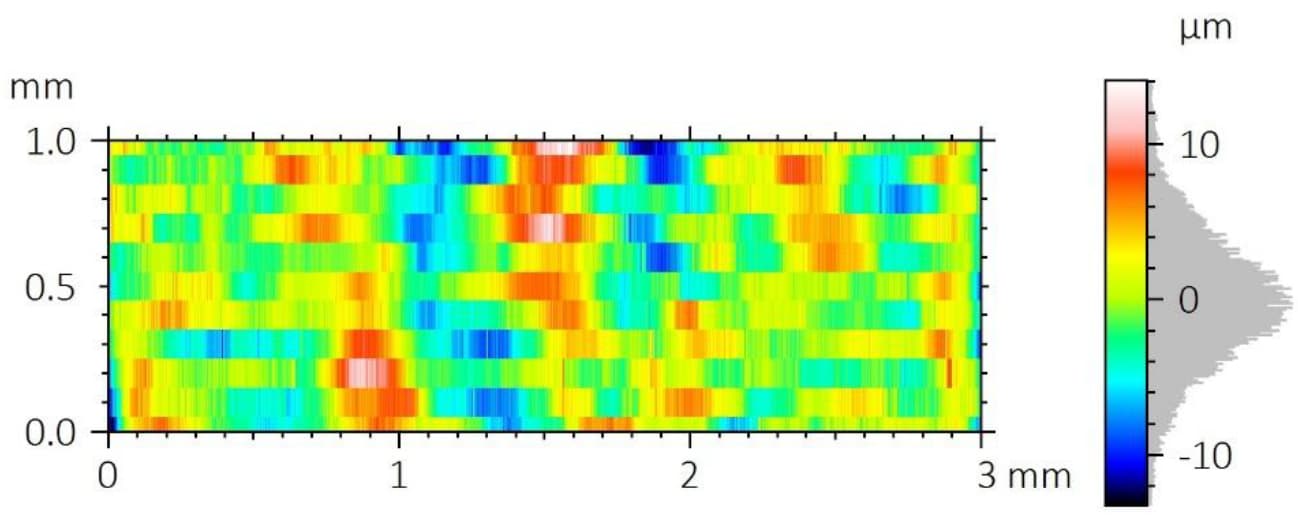
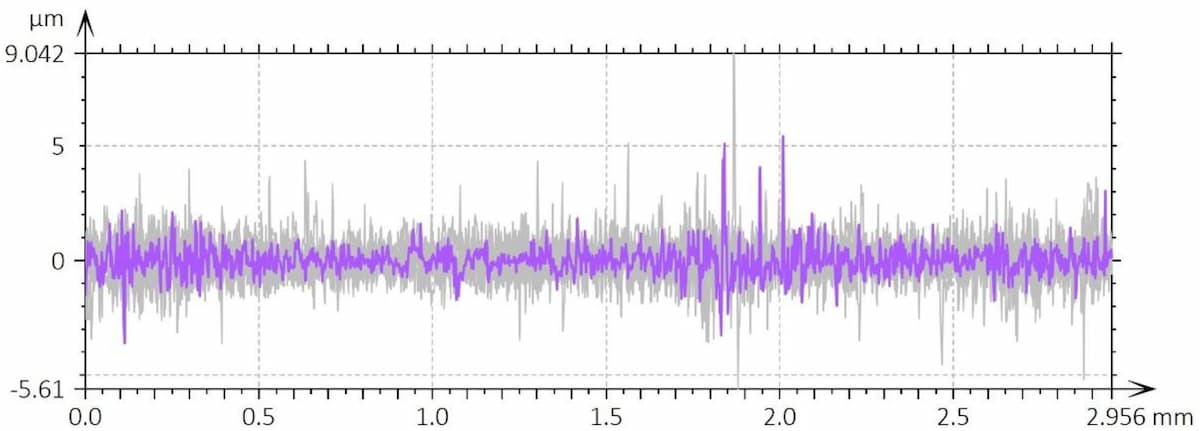
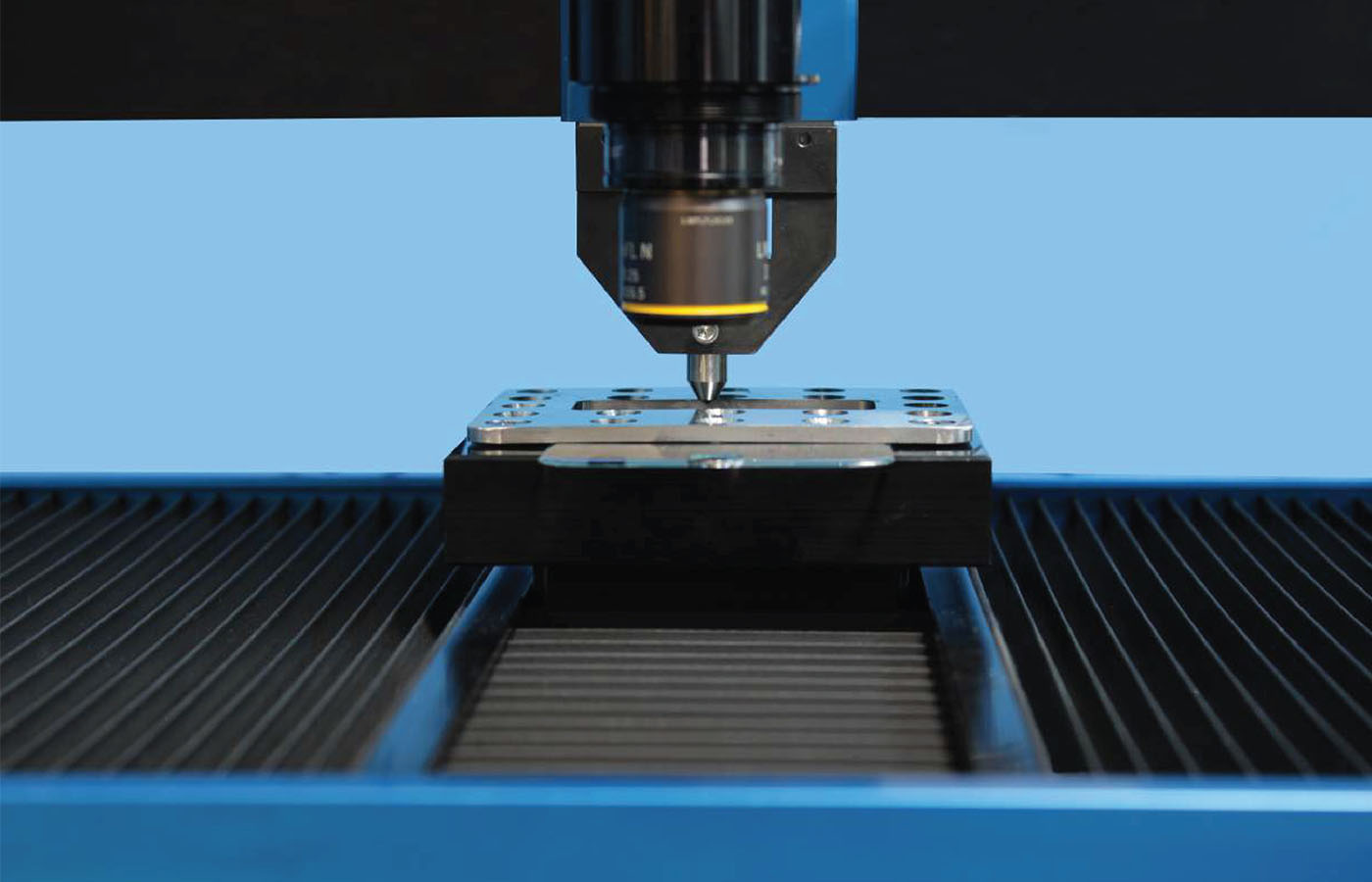
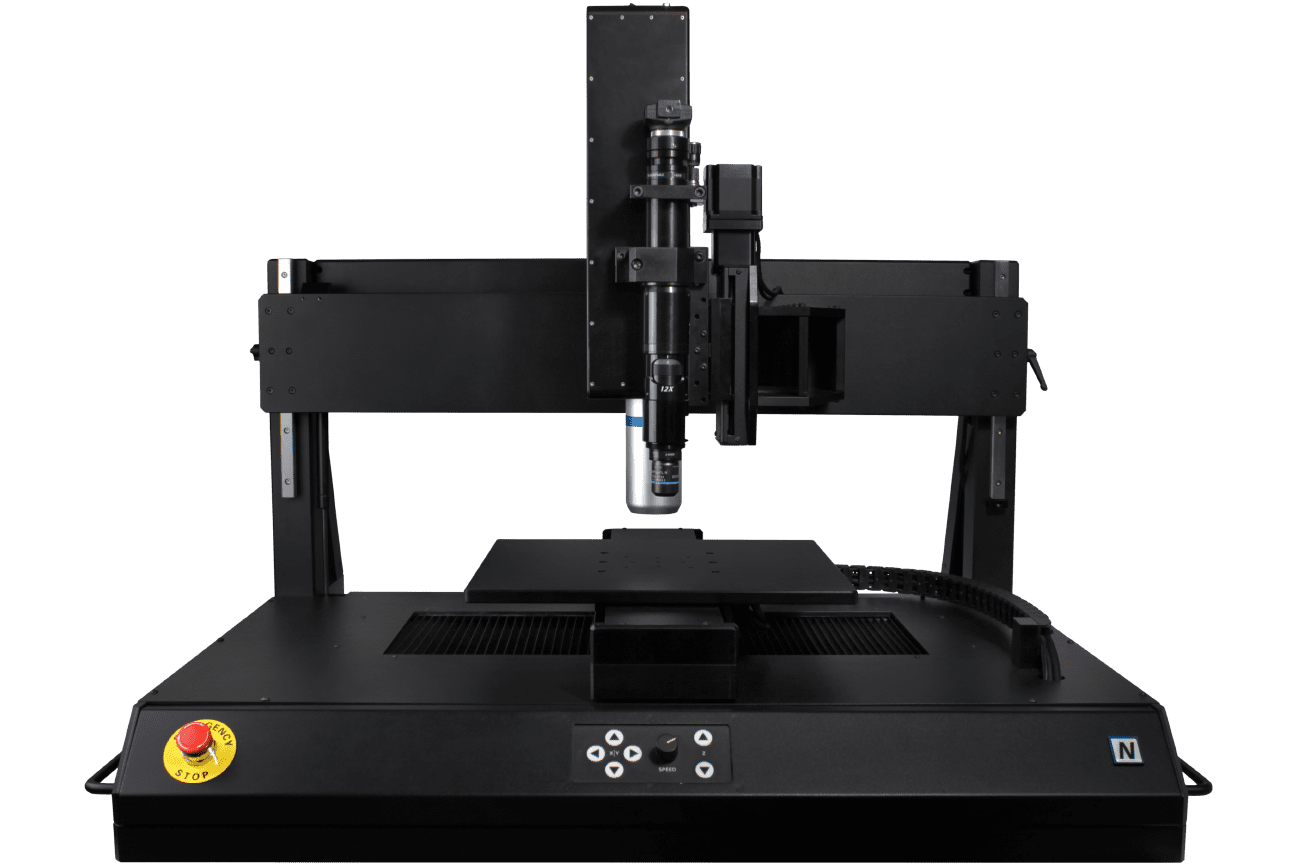
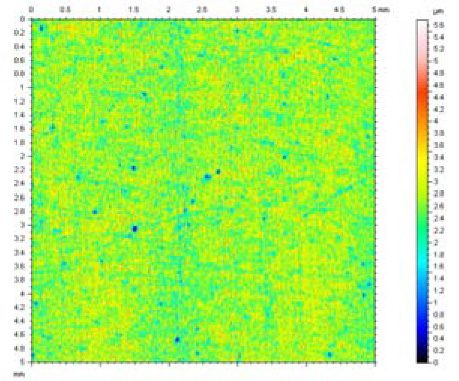
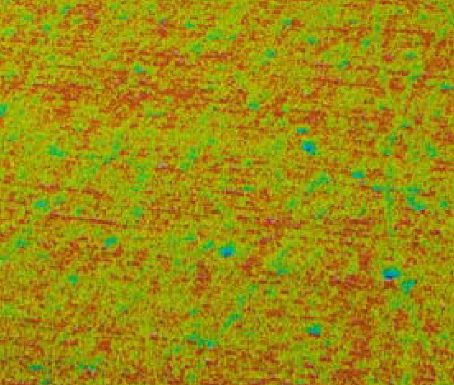
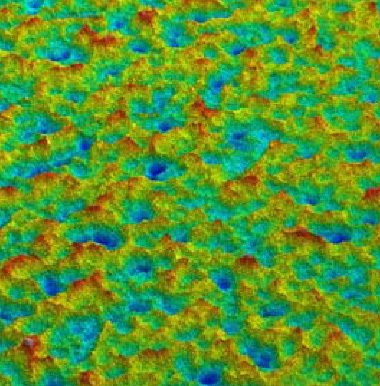
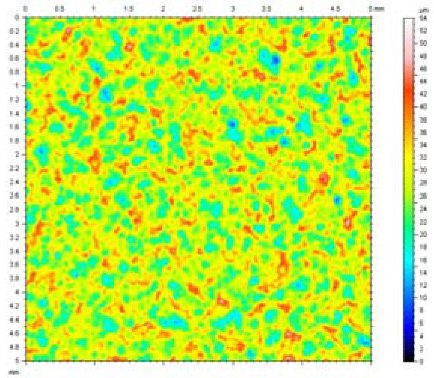
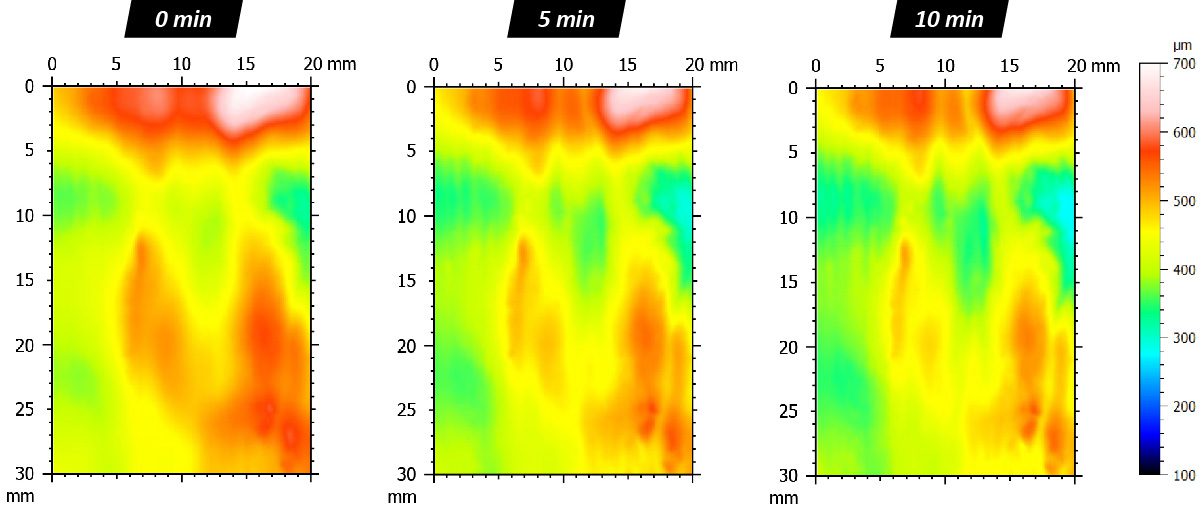
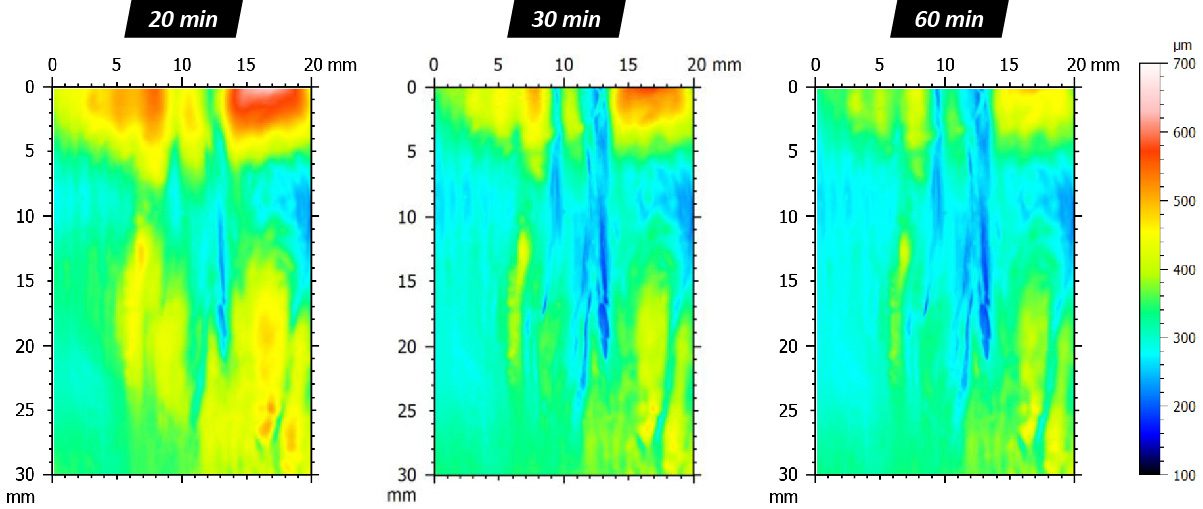
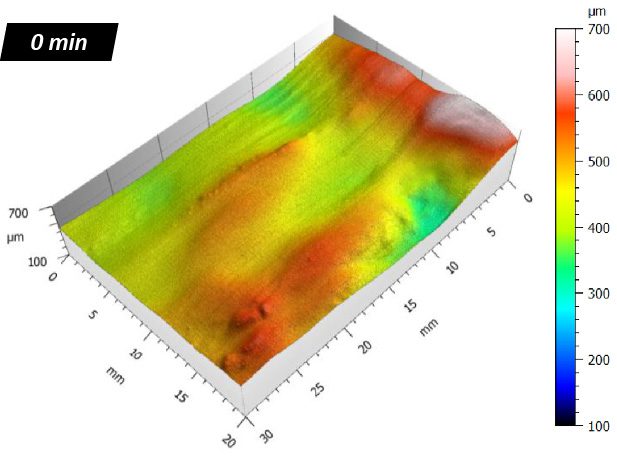
In this study, the NANOVEA JR25 Optical Profiler was used to measure two bouldering grips: a yellow block with a smoother, flatter surface and a green block with a rougher tactile texture. Both samples were scanned using a PS4-MG35 single-point optical sensor with a 3000 µm Z-range and a 4 µm acquisition step in X and Y.
Dual-frequency acquisition was used to reduce light sensor saturation from localized bright spots on the grip surfaces, allowing the profiler to capture roughness and pore morphology across the scanned areas.